(文案来源:机床说)
加工领域最不可或缺的核心工具。铣刀,直接决定了铣削的效率、精度和质量。今天就来聊聊他们的结构特点和典型应用。
一、立铣刀。机加工中通用性最强的铣刀之一,其圆柱面与端面均分布切削刃,且多采用螺旋刃设计,加工震动更小,过程更平稳。其中,2齿立铣刀容屑空间大,排屑效率高,适合铝材加工。4齿立铣刀钢性刀抗震性强,尤其在要求较高尺寸精度的场合表现突出。

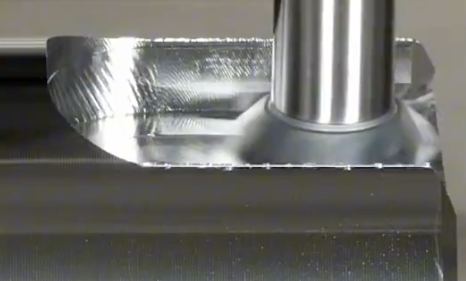
二、面铣刀。具备盘状结构特征,整体刚性更强,是大面积平面加工的主力军。目前主流面铣刀大多采用可转位刀片设计,材质以硬质合金为主,磨损后仅需更换刀片即可,无需重新对刀和刃磨,成本更低,效率更高。

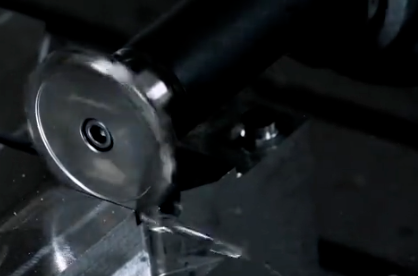
三、三面刃铣刀。圆周面与两侧端面均设有切削刃,其最大优势在于切削效率高,且槽宽一致性好。其刀体为整体高速钢或硬质合金材质,槽宽公差可稳定控制在IT9到T10级,无需多次走刀修正,适合加工一端或两端贯穿的浅沟槽,尤其当槽端有明确要求时,能避免多次走刀带来的偏差。
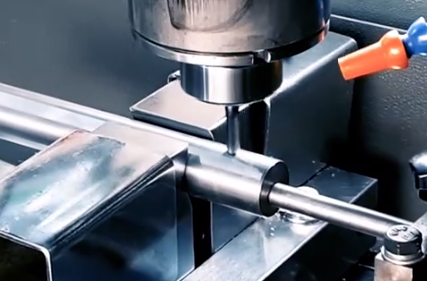
四、键槽铣刀。作为键槽加工设计,其核心优势在于端面设有完整的切削刃,可直接从工件表面轴向进行,无需像普通立铣刀那样预钻底孔,显著减少加工工序。同时,键槽铣刀刃口精度高,常用于轴类零件的键槽加工。
五、圆柱形铣刀。主要适配卧式铣床,刀齿仅分布在圆周面上,可按尺寸分为粗齿和细齿。粗齿铣刀齿距大,容屑空间足,能快速去除大量余量,适合脆性材料的粗加工。细齿铣刀的齿距小,同时参与切削的刃口更多,切削更平稳,可保证平面度误差控制在控制在0.02mm/100mm以内,多用于塑性材料的平面精加工。

六、角度铣刀。切削刃成特定角度,分为单角与双角,是加工斜面特殊槽形的核心工具。45度单角铣刀常用于工件倒角。模具分型面的斜面加工,确保工件装配时无锋利边缘。60度双角铣刀,适合加工V形槽,比如夹具的定位V槽、刀具刀柄的V形定位面。90度角度铣刀则可搭配燕尾槽铣刀使用,加工燕尾槽的侧面,保证燕尾角度精度。